АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Возникновение неровностей при точении
1.Геометрические причины образования шероховатости.
При обработке детали резцом за один оборот изделия резец перемещается на величину подачи Si мм/об и переходит из положения 1 в положение 2. При этом на обработанной поверхности остается некоторая часть металла, не снятая резцом и образующая остаточный гребешок m. Очевидно, что величина и форма неровностей поверхности, состоящая из остаточных гребешков, определяется величиной подачи Si и формой режущего инструмента.
Уменьшение S, j и j1 приводит к уменьшению высоты неровностей и изменению их формы.
Применение резцов с закругленной вершиной достаточно большого радиуса ri приводит к изменению формы неровностей, которая становится закругленной, При этом увеличение радиуса закругления вершины резца приводит к уменьшению высоты шероховатости Rz.
Исходя из приведенных соображений геометрического характера, проф. В.Л. Чебышев предложил определять высоту неровностей при резцовой обработке по следующей формуле:

При изготовлении режущего инструмента и, особенно, при его затуплении на режущем лезвии инструмента образуются неровности и зазубрины, определенным образом увеличивающие шероховатость обрабатываемой поверхности, что особенно сильно проявляется при тонком точении с малыми подачами, когда величина неровностей лезвия соизмерима с величиной Rz, найденной по формуле (7).
Для устранения влияния зазубрин и притупления режущего лезвия рекомендуется тщательная (желательно алмазная) доводка инструментов и своевременная их переточка.
2.Пластические и упругие деформации металла в поверхностном слое.
При обработке резанием пластичных материалов поверхностный слой детали сильно деформируется, теряя свою равноосную структуру и приобретает специфическое строение (т.н. "текстура"), обладающее иными физическими свойствами. При этом значительно изменяются геометрическая форма и величина неровностей обработанной поверхности (обычно шероховатость при этом увеличивается). При обработке хрупких металлов наблюдается вырывание отдельных частиц металла, что также ведет к увеличению размеров и изменению формы неровностей.
Скорость резания является одним из наиболее существенных факторов, влияющих на развитие пластических деформаций при точении.
Шероховатость обработанной поверхности в этом случае связана в основном с процессами образования стружки и, в первую очередь, с явлениями нароста. В зоне малых скоростей (для стали 30, 40, 50), при которых нарост не образуется (V =1 м/мин), размеры неровностей обработанной поверхности незначительны. С увеличением скорости размеры неровностей возрастают, достигая при 20-40 м/мин своего наивысшего значения, многократно превосходящего расчетную величину.
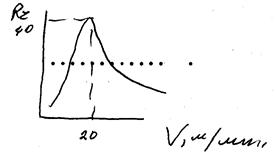
Дальнейшее повышение скорости резания уменьшает величину нароста и понижает высоту шероховатости обработанной поверхности.
Подача является вторым элементом режима резания, имеющим решающее значение для образования шероховатости. Влияние подачи на величину шероховатости связаноне только с геометрическими причинами, но в значительной степени обусловлено упругими и пластическими деформациями в поверхностном слое.
Резание металлов осуществляется инструментом, лезвие которого всегда имеет некоторый радиус закругления r При внедрении резца в обрабатываемый материал происходит отделение стружки по плоскости скалывания А-А. При этом часть металла, лежащего ниже точкиВ, не срезается, а подминается округленной частью резца, подвергаясь упругой и пластической деформациям.
После прохождения резца несрезанный слой металла частично упруго восстанавливается, вызывая трение по задней поверхности резца. Разница степени упругого восстановления металла выступов и впадин неровностей обычно увеличивает высоту шероховатости.

Наименьшая толщина срезаемого слоя tmin при которой процесс резания не происходит, зависит от радиуса округления режущего лезвия, свойств обрабатываемого материала, скорости резания (при уменьшении радиуса округления r увеличении скорости резания tmin уменьшается).
Экспериментальная зависимость высоты неровностей от подачи представлена на рисунке.
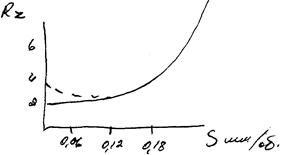
Анализ кривой показывает, что вопреки формуле (7) снижение подачи менее 0,12 мм/об не приводит к существенному снижению высоты неровностей. Таким образом, даже при минимальной подаче нельзя устранить шероховатость обработанной поверхности, которая при этом в значительной мере определяется наименьшей толщиной срезаемого слоя и пластическими деформациями обрабатываемого материала. Следовательно, при чистовом и тонком точении углеродистых сталей с подачами от 0,02 до 0,10 мм/об превалирующее влияние на высоту неровностей оказывают не геометрические причины, а упругие и пластические деформации.
Глубина резания влияет на величину шероховатости незначительно. Как установлено наблюдениями многочисленных исследователей при обычном точении, это влияние совершенно ничтожно и практически может не приниматься во внимание, При уменьшении глубины резания до 0,02 - 0,03 мм, вследствие наличия на режущей кромке резца округления, нормальное резание прекращается, и резец отжимаясь от изделия начинает скользить по обрабатываемой поверхности, периодически врезаясь в нее и вырывая отдельные участки. Поэтому глубину резание при работе обычными резцами не следует брать слишком малой.
При работе с глубиной резания меньшей, чем величина подачи, глубина оказывает геометрическое влияние на высоту шероховатости. В этом случае уменьшение глубины резания снижает высоту шероховатости.
3.Обрабатываемый материал и его структура оказывают существенное влияние на характер и высоту неровностей обработанной поверхности. Более вязкие и пластичные материалы (например, малоуглеродистая сталь), склонные к пластическим деформациям, дают при их обработке резанием грубые и шероховатые поверхности.
Величина шероховатости обработанной поверхности уменьшается при переходе от структуры феррито-перлита к трооститу и троостито-мартенситу. Феррит, являющийся мягкой, вязкой и легко деформирующейся составляющей структуры стали, при обработке резанием имеет склонность к образованию неровностей поверхности. С точки зрения получения поверхности с минимальной шероховатостью оказываются чрезвычайно неблагоприятными структуры с неоднородной величиной зерен, в частности структура так называемого «глобулярного перлита» состоящая из круглых зерен цементита, рассеянных по основной массе феррита.
Значительно меньшая шероховатость образуется при обработке стали после нормализации и отпуска, имеющей однородную и мелкозернистую структуру. Таким образом, для получения при механической обработке возможно меньшей шероховатости рекомендуется предварительная нормализация углеродистой стали при температуре 850-870°С или (в случае необходимости облегчить условия резания и повысить стойкость режущего инструмента) отжиг при 900°С в течение 5 ч.
Исследованиями А.И. Исаева установлено, что с увеличением твердости обрабатываемого материала высота шероховатости снижается. При этом одновременно уменьшается влияние изменения скорости резания на высоту шероховатости и при твердости НВ 500 влияние скорости почти отсутствует.
На основании этих исследований рекомендуется предварительная термообработка конструкционных сталей, повышающая их твердость.
Указанными исследованиями также установлено, что влияние скорости резания и твердости на высоту шероховатости углеродистых сталей заметно проявляется лишь в зоне сравнительно низких скоростей резания. При превышении скорости резания 140 м/мин влияние твердости на высоту шероховатости заметно ослабевает. Это объясняется тем, что уже при скорости резания 140 м/мин и выше температура обрабатываемого материала достигает 780-840°С. При такой температуре механические свойства сталей различной начальной твердости в большой степени выравниваются, в результате чего высота шероховатости стабилизируется и практически не зависит от изменения скорости резания.
Снижение вязкости обрабатываемого материала за счет наклепа поверхностного слоя также способствует уменьшению шероховатости обработанной поверхности. На практике это явление часто наблюдается при развертывании отверстий после зенкерования, создающего заметный наклеп обработанной поверхности. Если припуск, оставленный на развертывание, оказывается меньше глубины наклепанного зенкерованием более хрупкого поверхностного слоя, то в результате развертывания получается поверхность с минимальными неровностями.
Изменение химического состава обрабатываемого материала, отражающееся на его вязкости, в свою очередь влияет на размеры шероховатости обработанной поверхности деталей как из цветных сплавов, так и из сталей.
Применение смазывающе-охлаждающих жидкостей, предотвращающих схватывание, уменьшающих трение и облегчающих процесс стружкообразования, способствует снижению высоты неровностей поверхности.
4.Вибрации системы СПИД. Как известно, в процессе резания возникают вынужденные колебания системы станок - деталь - инструмент, вызываемые действием внешних сил, и автоколебания системы, появление которых связано с периодическим упрочнением (наклепом) срезаемого слоя металла, изменением условий трения при резании и т.д.
Вибрации лезвия режущего инструмента относительно обрабатываемой поверхности являются дополнительным источником увеличения шероховатости обработанной поверхности. Очевидно, что высота шероховатости поверхности будет тем больше, чем больше удвоенное значение амплитуды колебания лезвия инструмента относительно обрабатываемой поверхности.
Большое влияние на шероховатость обработанной поверхности оказывает состояние станка. Новые, хорошо отрегулированные станки, установленные на массивных фундаментах, хорошо изолированных от вибраций другого оборудования, обеспечивают достижение высоких классов чистоты, очень важным является создание достаточно высокой жесткости приспособлений для крепления деталей и вспомогательных инструментов для крепления режущего инструмента.
Геометрия режущего инструмента в свою очередь оказывает влияние на вибрации системы СПИД. Уменьшение углов в плане j и j1, а также увеличение радиуса закругления вершины резца r, вызывающее увеличение нормальной составляющей усилия резания Рy, приводят к возрастанию амплитуды колебаний и к соответствующему росту шероховатости поверхности.
Поиск по сайту: