АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Стикове зварювання оплавленням. Основна технологічна роль оплавлення заклечається в нагріванні деталей до появи на торцях шару розплавленого металу
Основна технологічна роль оплавлення заклечається в нагріванні деталей до появи на торцях шару розплавленого металу, а також відповідного розподілу температур в околошовній зоні для проведення послідуючої осадки з ціллю видалення розплаву і оксидів.Це досягається оплавленням (при зварюванні безперервним оплавленням) або разом з попереднім підігрівом (при зварюванні оплавленням з попереднім підігріванням).
Механізм нагрівання при оплавленні зазвичай представляють слідуюючим чином. При зближенні деталей при ввімкненій напрузі і малому тиску між твердими або рідкими локальними частинами поверхні торців утворюються електричні контакти. нагрівання контактів (по ним протікає струм) викликає їх швидке плавлення і утворення перемичок із рідкого металу(рис 7.7). перемички швидко руйнуються. Час иснування перемички зазвичай не перевищує 0,001 – 0,005 с.
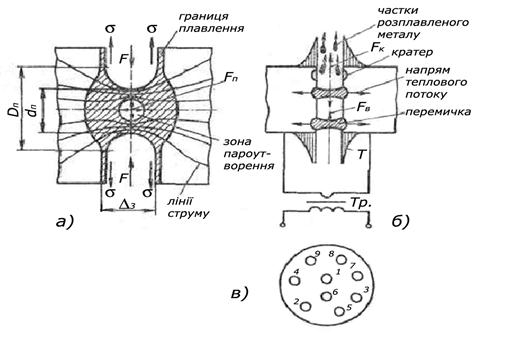
Рис9.7 схеми розподілення перемичок розплавленого металу при оплавленні:
а – діючі на перемичку сили σ і Fс; б – зміщення перемичок під дією сил Fв і Fк; в – послідовність утворення перемичок на торці.
При достатньо великій густині струму (наприклад 3000 А/мм², при оплавленні низьковуглецевої сталі) метал в центрі перемички переходить в парообразний стан і викликає її вибухоподібне руйнування від сил Fп. Тиск парів в момент вибуху досягає 10-20 МПа, а температура 6000-8000ºС. розплавлений метал викидається із зазору в вигляді іскор (зі швидкостями більш ніж 60 м/с), що веде до укорочення деталей.
Перемички, стадії їх формування до моменту руйнування служать джерелами нагрівання (за рахунок теплопровідності) металу околошовної зони.
Поиск по сайту: