АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Задача 6.1
Линия предназначена для сборки блоков управления. Программа выпуска в смену NB = 350 шт. Шаг конвейера I0 =1,3 м. Режим работы - 1
смена, длительность смены - 8,2 часа. Регламентируемые потери времени за смену - 20 минут. Технологические потери составляют 1,4 % от программы запуска.
Пооперационные нормы времени:
| № операции | |||||||||
| Норма времени, мин | 2,6 | 8,3 | 2,4 | 2,6 | 5,5 | 7,8 | 5,2 | 4,8 | 1,2 |
Определить такт линии (г), число рабочих мест и количество рабочих, степень их загрузки, основные параметры конвейера, длительность цикла сборки изделия.
Решение:
Программа запуска изделий на линии при наличии планируемого брака по условию задачи технологические потери а - 1,4 %:

|
| Такт поточной линии определяется в соответствии с формулой (5.1): |

|
Действительный фонд времени линии определяется как разность длительностей смен Тсм (в мин) и времени регламентированных перерывов:

|
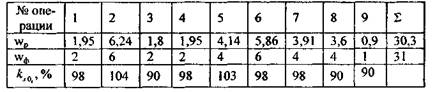
| Данные расчета сводятся в таблицу: |
|
| Скорость конвейера определяется но формуле: |

|
Расчет числа рабочих мест и коэффициента загрузки рабочих мест осуществляется по формулам:
Длина рабочей части конвейера определяется по формуле:

Длительность цикла обработки изделия на непрерывно-поточной линии с рабочим конвейером:

|
Поиск по сайту: