АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Основы технического нормирования
Нормой времени называют регламентируемые затраты времени t, необходимые для выполнения данной операции в нормальных производственных условиях. Норма времени может быть установлена расчетным, укрупненных нормативов, статистическим или опытным методом.
При определении нормы штучного времени t шт технологическую операцию расчленяют на элементы, составляющие ее (переходы, рабочие хода и приемы). В сумме поэлементные нормативные затраты времени дают норму оперативного времени t оп:
t оп= t о.т+ t в
Норму основного технологического времени на выполнение перехода, если оно является машинным t м, определяют расчетом.
Для токарных, сверлильных, резьбонарезных работ, для зенкерования, развертывания и фрезерования
t о.т= t м= Lk/S = Lk/nS об
где L – длина рабочего хода инструмента, мм; k – число рабочих ходов;
S –минутная подача инструмента,мм/мин; п –частота вращений шпинделя,мин, S об – подача на один оборот шпинделя.
Длина рабочего хода инструмента относительно заготовки (при фрезеровании наоборот) представляет собой сумму трех слагаемых (рис. 9.3):
L = l 1 + L д + l 2
где L д – длина обрабатываемой поверхности; l 1 – врезание (вход) инструмента; l 2–выход инструмента.
Если основное технологическое время является ручным, то его определяют по нормативам, разработанным для различных работ, например, слесарно-сборочных.
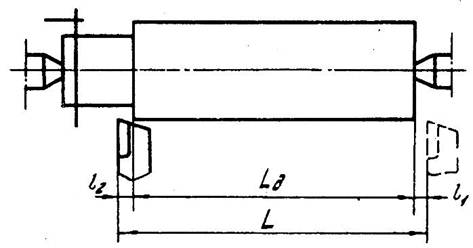
Рис. 9.3. Длина рабочего хода инструмента
Норма вспомогательного времени t в охватывает затраты времени на вспомогательные приемы, необходимые для осуществления перехода. Чаще такие приемы выполняют вручную и назначают затраты времени по нормативам. В нормативах указаны нормы времени, например, на установку и снятие заготовок разных размеров и массы, подвод режущего инструмента к заготовке, включение и отключение рабочей подачи, отвод инструмента в исходное положение и др.
Нормы времени t об обслуживания рабочего места и времени t ддополнительного устанавливают в процентах от оперативного времени всоответствии с нормативами.
Расчетный метод нормирования трудоемок, вследствие чего его чаще применяют в массовом производстве. По мере того, как число одинаковых изделий, подлежащих изготовлению, уменьшается, должны сокращаться и расходы на нормирование. В таких случаях рационально пользоваться методом укрупненных нормативов, создаваемых на базе расчетного метода.
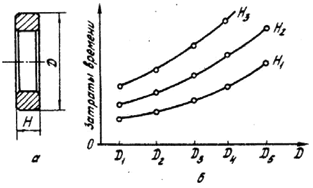
Для разработки таких нормативов группируют близкие по служебному назначению детали, но отличающиеся размерами, например, гладкие втулки, кольца, фланцы, зубчатые колеса одной степени точности и т.п. Используя расчетный метод, нормируют операции технологических процессов изготовления отдельных представителей групп. Полученные нормы времени в виде точек наносят на графики.
|
| t п.з |
Рис. 9.4. Кольцо (а) и зависимость затрат времени на его изготовление от диаметра D и толщины Н (б)
При использовании статистического метода норму времени устанавливают на основании статистических данных о затратах времени на выполнение аналогичных операций на станках одинакового типоразмера.
Свое название опытный метод нормирования получил в связи с тем, что нормирование поручается лицу, обладающему большим производственным опытом и использующему его при назначении нормы времени.
Оба метода получили название суммарного нормирования, так как нормы времени устанавливают сразу на всю операцию без раскрытия структуры затрат времени. К тому же эти методы учитывают уровень производительности труда, достигнутый в прошлом, и не учитывают возможностей новой техники и более совершенной организации производства. Несмотря на столь существенные недостатки, статистический и опытный методы нормирования используют в мелкосерийном и единичном производствах, так как они требуют малых затрат времени и расходов на нормирование.
Поиск по сайту: