АвтоАвтоматизацияАрхитектураАстрономияАудитБиологияБухгалтерияВоенное делоГенетикаГеографияГеологияГосударствоДомДругоеЖурналистика и СМИИзобретательствоИностранные языкиИнформатикаИскусствоИсторияКомпьютерыКулинарияКультураЛексикологияЛитератураЛогикаМаркетингМатематикаМашиностроениеМедицинаМенеджментМеталлы и СваркаМеханикаМузыкаНаселениеОбразованиеОхрана безопасности жизниОхрана ТрудаПедагогикаПолитикаПравоПриборостроениеПрограммированиеПроизводствоПромышленностьПсихологияРадиоРегилияСвязьСоциологияСпортСтандартизацияСтроительствоТехнологииТорговляТуризмФизикаФизиологияФилософияФинансыХимияХозяйствоЦеннообразованиеЧерчениеЭкологияЭконометрикаЭкономикаЭлектроникаЮриспунденкция
Сокращение погрешности динамической настройки технологической системы
Под действием сил, за счет зазоров в стыках деталей технологической системы, контактного и упругого деформирования заготовка и режущий инструмент начинают перемещаться в пространстве в направлениях, не предусмотренных кинематикой процесса обработки. Эти перемещения происходят до тех пор, пока силы сопротивления, создаваемые упругими свойствами материала деталей, слоями смазочного материала, силами трения, силами тяжести деталей, не уравновесят действие внешних сил и пока в технологической системе не создастся натяг, необходимый для съема слоя материала с заготовки.
Помимо этого, по мере нагрева деформируются детали станка и приспособления, заготовка, режущий инструмент. Это деформирование также нарушает относительное положение заготовки и инструмента, достигнутые в процессе их установки и настройки технологической системы, и продолжается до тех пор, пока технологическая система не достигнет уровня теплового равновесия.
В процессе обработки заготовки равновесное состояние технологической системы станка непрерывно нарушается. Причинами этого являются непостоянство припусков и свойств материала заготовки, изменения режимов обработки, перерывы в работе и др. Это приводит к дополнительным перемещениям в пространстве режущих кромок инструмента и заготовки, к изменениям степени деформирования элементов технологической системы.
В процессе обработки заготовки непрерывно идет изнашивание режущего инструмента, что также приводит к изменению положения его режущих кромок относительно технологических баз заготовки. В своей совокупности эти и другие явления приводят к отклонениям формы, относительного положения и размеров обработанных поверхностей детали, они же влияют и на качество поверхностных слоев. Отклонения, возникающие непосредственно в процессе обработки заготовки, получили название погрешностей динамической настройки технологической системы.
Одним из наиболее активных факторов динамического характера является сила Р резания и ее колебания. Из известных формул
| P = P 2 | + P 2 | + P 2 | и | |||||||||||||||||||||||
| z | y | x | |||||||||||||||||||||||||
| P =(С Рz t | xPz | S | y Pz | v | nPz | kM Pz | СРy t | xPy | S | y Py | v | nPy | xPx | S | y Px | v | nPx | kM Px | |||||||||
| ) | + | kM Py | + (СРx t | ) | |||||||||||||||||||||||
 следует, что значительное влияние на силу резания оказывают глубина t резания и свойства материала заготовки, характеризуемые коэффициентом kM. Глубина резания определяется припуском на обработку, колебание значений которого во многих случаях является одним из решающих факторов, оказывающих влияние на точность изготовляемых деталей.
следует, что значительное влияние на силу резания оказывают глубина t резания и свойства материала заготовки, характеризуемые коэффициентом kM. Глубина резания определяется припуском на обработку, колебание значений которого во многих случаях является одним из решающих факторов, оказывающих влияние на точность изготовляемых деталей.
Отклонения припусков на обработку. Значения и колебания значений припусков зависят в основном от точности заготовок, поступающих на обработку. Наибольшими по значению и рассеянию оказываются припуски у литых, кованых и сварных заготовок, проходящих первоначальную обработку. По мере повышения точности заготовок в ходе их обработки значения припусков и их колебания уменьшаются.
Непостоянство припусков наблюдается не только при переходе от заготовки к заготовке детали данного наименования, но и в пределах обрабатываемой поверхности одной заготовки. Поэтому силы резания могут изменяться не только при переходе к обработке другой заготовки, но и при обработке разных участков поверхности одной и той же заготовки. Колебания припусков в партии заготовок являются причиной рассеяния размеров деталей, изготовленных из них. Неравномерный припуск на отдельной поверхности заготовки приводит к отклонениям формы этой поверхности у изготовленной детали.
Отклонения свойств материала заготовок. Так же как и припуски,
неоднородные свойства материала заготовок влияют на точность деталей через изменение сил резания. Известно, что при переходе от
обработки заготовок из материала одной марки к обработке заготовок из материала другой марки силы резания могут изменяться в несколько раз.
Связь сил резания со свойствами материалов заготовок принято учитывать коэффициентом kM, поставленным в зависимость от твердости материала. Например, для горячекатаных и отожженных сталей kM = 1, для алюминия и силумина kM = 0,2 и т.п.
Значения припусков и характеристик свойств материалов в технологическом процессе изготовления деталей выступают как случайные величины. Поэтому сила резания, являющаяся функцией случайных величин t и kM, также будет случайной величиной со всеми вытекающими из этого следствиями.
Связь точности изготовленных деталей с припусками и свойствами материала заготовок сводится к следующему. Значения припуска и характеристик свойств материала заготовки определяют значение силы резания. Сила резания через жесткость технологической системы станка трансформируется в относительное упругое перемещение режущего инструмента и заготовки, являющееся составной частью погрешности динамической настройки системы, а следовательно, и детали. Для наглядности связь точности детали со свойствами заготовки представлена на рис. 7.25
Жесткость технологической системы. Исследования жесткостиметаллорежущих станков и их узлов были начаты К.В. Вотиновым в 1936 г. По его определению под жесткостью понимают "способность узла сопротивляться появлению упругих отжатий". Измерять жесткость j узла было предложено отношением приращения нагрузки к получаемому при этом приращению упругого отжатия:
j = P/ Δα
где P – приращение нагрузки; Δα – приращение упругого отжатия.

Рис. 7.25. Формирование упругого перемещения в технологической системе
Принципиальная схема определения перемещения одной детали узла относительно другой под действием прикладываемой силы (по К.В. Вотинову) показана на рис. 7.26, а. По показаниям индикатора, расположенного против точки приложения силы Р по направлению ее действия, судят о перемещении конца шпинделя относительно станины станка. Полученные данные в виде точек наносят на график (рис. 7.26, б) и получают нагрузочную ветвь характеристики жесткости узла. Затем, постепенно уменьшая нагрузку, строят разгрузочную ветвь. Площадь образовавшейся петли гистерезиса представляет собой работу, затраченную на преодоление сил трения, контактных деформаций и т.п.

Рис. 7.26. Нагрузка шпинделя станка (а) и его перемещения (б) (по К.В. Вотинову)
Из изложенного можно сделать следующие выводы.
1. Под жесткостью сборочной единицы и технологической системы следует понимать их способность оказывать сопротивление перемещению выбранной точки в направлении действия силы, порождающей это перемещение. Жесткость представляет собой одну из характеристик их физического состояния.
2. Жесткость следует измерять отношением приращения Рэ эквивалентной силы к приращению перемещения у, измеряемого в направлении ее действия. 3. Характеристика жесткости является случайной величиной и не может быть отрицательной или бесконечно большой.
4. Условия измерения жесткости требуют строгой регламентации. Должны быть указаны координаты точек, в которых измеряют перемещения, точек приложения нагрузок, температура узла и т.д.
5. Величина, обратная жесткости, получила название податливости. Податливость w, мм/Н, – это способность сборочной единицы или технологической системы изменять относительное положение двух избранных точек под воздействием приложенной силы в направлении ее действия: w = l/ j.
Вследствие рассеяния значений припусков и характеристик свойств материалов заготовок, например твердости, значения силы резания будут также рассеиваться от Рнм до Р нб. Если при этом учесть, что значения жесткости технологической системы случайны и подлежат рассеянию от j нм до j нб, то, даже при стабильном рассеянии значений силы резания, значения поля ωу рассеяния
упругих перемещений и координаты ω у его середины не будут оставаться постоянными. Изменения характеристик рассеяния упругих перемещений в связи с изменением состояния технологической системы показаны на рис. 7.27, а. Заштрихованный участок диаграммы представляет собой поле ωу рассеяния значений жесткости технологической системы.

Рис. 7.27. Зависимость значения и положения поля рассеяния упругих перемещений от жесткости технологической системы
При изготовлении в больших количествах одноименных деталей, одновременно с жесткостью технологической системы, могут изменяться и значения характеристик рассеяния припусков и твердости заготовок. Такие
изменения повлекут за собой изменения значений сил резания, что отразится на
поле ωу рассеяния упругих перемещений и координате ω у его середины. Предположим, что при стабильной жесткости технологической системы
в обработку запущена новая партия заготовок валов, у которых при том же поле рассеяния припусков, что из предыдущей партии, среднее значение припусков оказалось большим. Как это отразится на точности диаметрального размера d одной из обрабатываемых шеек валов?
С увеличением среднего значения припусков изменится значение
| координаты | ω у середины поля рассеяния | значений силы резания |
| (рис. 6.59, а), | а следовательно и координаты | ω у середины поля рассеяния |
упругих перемещений. Вследствие этого на точечной диаграмме (рис. 7.28, б)
произойдет смещение М(х) центра группирования размеров d шеек валов, т.е.
произойдет смещение мгновенного поля td без заметного изменения его
значения. Аналогичной была бы картина и при изменении среднего значения твердости заготовок.
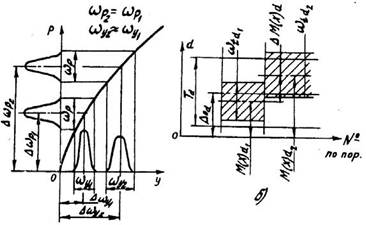
Рис. 7.28. Проявление на точечной диаграмме изменения среднего
Неравномерный припуск, снимаемый с поверхности заготовки, неоднородные свойства материала в различных частях заготовки, неодинаковая жесткость технологической системы при обработке заготовки в разных ее сечениях приводят к отклонениям формы обработанной поверхности детали.
Например, удаление неравномерного припуска с поверхности заготовки (рис. 7.29) будет сопровождаться изменением силы резания. Ее изменениям будут соответствовать изменения упругих перемещений в технологической системе. Вследствие этого возникнут отклонения формы обработанной поверхности в продольном сечении детали, в определенной мере повторяющие форму поверхности заготовки. Произойдет так называемое копирование формы поверхности заготовки с ее уточнением.

Рис. 7.29. "Копирование" формы заготовки в продольном направлении
При обработке заготовки нежесткого вала (рис. 7.30, а), установленной в центрах (передний центр рифленый) токарного станка, причинами отклонений формы поверхности вала в продольном сечении будет являться переменная жесткость технологической системы по мере перемещения инструмента от задней к передней бабке станка.
В сечении заготовки, отстоящем от переднего центра на расстоянии х, упругое перемещение в технологической системе под воздействием эквивалентной силы Рэ складывается из перемещений уц центров станка, самой заготовки из-за ее деформации у3, суппорта ус и резца ур:
у = уц + уэ + ус + ур

Рис. 7.30. Образование упругих перемещений в технологической системе при обработке заготовки нежесткого вала
По аналогии с перемещением жесткой балки на двух упругих опорах будем иметь
| х 2 | P | х 2 | P | |||||||||
| у | = 1 | − | э | + | э | |||||||
| j | j | |||||||||||
| ц | l | l | з.ц | |||||||||
| где j п.ц – жесткость передней | п.ц | |||||||||||
| бабки, | измеренная на переднем центре; |
j з.ц–жесткость задней бабки,измеренная на заднем центре.
На погрешность формы, созданную податливостью центров, наложится погрешность формы из-за нежесткости самой заготовки и ее прогиба под действием силы Рэ (рис. 7.30, б). Прогиб вала в месте приложения силы Рэ
уз = Рэх 2( L − x )2
3 EJL
где Е – модуль упругости материала заготовки; J – момент инерции сечения заготовки.
Таким образом, из-за податливости центров передней и задней бабок станка и нежесткости самой заготовки погрешность формы обрабатываемой поверхности вала является неизбежным явлением. Ее можно уменьшать, повышая жесткость технологической системы, но от нее нельзя избавиться, так как ни станок, ни заготовку нельзя сделать абсолютно жесткими.
На всей длине вала отклонения уц и уз будут дополняться упругими перемещениями суппорта и деформациями резца. Таким образом, упругое перемещение в технологической системе на расстоянии х от передней бабки
| х 2 | P | x 2 | P Р х 2 | ( L − x )2 | P P | ||||||||||
| у =1 | − | э | + | э | + | э | + | э + | э | ||||||
| j п.ц | J з.ц | jp | |||||||||||||
| L | L | 3 EJL | jc |
Следовательно, жесткость технологической системы существенно влияет на точность изготовляемых деталей. Вместе с тем от жесткости технологической системы зависит производительность процесса обработки. Стремясь удержать рассеяние упругих перемещений в допустимых пределах, приходится ограничивать колебания силы резания. Это может быть связано со снижением режимов обработки и увеличением числа рабочих ходов, т.е. с большими затратами времени на обработку.
Повышение жесткости технологической системы является одним из средств сокращения погрешности сод динамической настройки и увеличения производительности обработки. Существуют следующие основные пути увеличения жесткости технологических систем.
1. Повышение собственной жесткости конструкции станков, приспособлений и режущего инструмента за счет сокращения числа звеньев в конструкторских размерных цепях, большей жесткости самих деталей и применения устройств, обеспечивающих предварительный натяг наиболее ответственных элементов технологической системы.
2. Обеспечение максимально достижимой жесткости станков, приспособлений
и инструментов в процессе их изготовления. Особое внимание нужно уделять контактной жесткости поверхностей стыков деталей и качеству сборки элементов технологической системы.
3. Сокращение числа составляющих звеньев в размерных цепях технологических систем.
4. Повышение жесткости заготовки путем применения дополнительных опор, в частности, люнетов.
5. Правильные условия и режимы эксплуатации технологической системы. К числу таковых относятся предварительный прогрев технологической системы на холостом ходу, непрерывная и равномерная подача смазочного материала нужной консистенции к трущимся деталям, постоянство усилий закрепления заготовки, механизмов и узлов системы и др.
6. Систематический надзор за оборудованием и восстановление его первоначальной жесткости регулированием зазоров в подвижных соединениях, шабрением трущихся и износившихся поверхностей, периодический ремонт.
Вибрации технологической системы возникают при определенныхусловиях и продолжаются, пока эти условия не будут изменены или не прекратится процесс резания.
В связи с тем, что вибрации технологической системы оказывают большое влияние на точность изготовляемых деталей, повышают волнистость и значения параметров шероховатости поверхностей, снижают стойкость режущего инструмента и производительность процесса обработки, необходимо стремиться к полному их устранению или по крайней мере, к расширению диапазона вибростойкости системы. Существуют следующие меры по повышению устойчивости технологической системы к вибрациям.
1. Повышение жесткости технологической системы – всех ее составляющих звеньев, включая заготовку. Увеличение жесткости повышает частоту собственных колебаний системы и уменьшает их амплитуду.
2. Уменьшение центробежных сил в технологической системе путем лучшей балансировки быстровращающихся деталей.
3.Выбор режимов резания, при которых обработка заготовки будет идти при отсутствии вибраций.
4. Выбор инструмента, геометрия которого повышает виброустойчивость технологической системы. С этой целью рекомендуется применять инструменты, имеющие углы в плане больше 45°, передние углы – положительные, малый радиус при вершине, возможно малый задний угол, не работать сильно затупившимся инструментом.
5. Изоляция технологической системы от внешних воздействий в виде колебаний других станков, молотов, работающих двигателей и т.п. Средствами изоляции служат виброопоры, на которые устанавливают станок.
6. Применение виброгасителей гидравлических, механических, ударного действия и т.д., поглощающих энергию колебательного движения и снижающих интенсивность вибраций.
Размерный износ инструмента. В процессе обработки заготовокинструмент изнашивается. Интенсивность изнашивания инструмента зависит от свойств материала, из которого изготовлен инструмент, свойств материала заготовки, режимов обработки, температуры нагрева, свойств смазочно-охлаждающей жидкости и др.
При исследованиях в области резания материалов мерой износа инструмента чаще служит высота А площадки, образовавшейся на его задней поверхности (рис. 7.31, а). На точности же выдерживаемых размеров отражается износ инструмента по нормали к обрабатываемой поверхности, называемый размерным износом.
Протекание изнашивания инструмента во времени характеризуется кривой, показанной на рис. 7.31, б. В работе инструмента можно выделить три периода. Первый период, получивший название первоначального износа (приработки инструмента), характеризуется довольно интенсивным износом. За ним следует второй период, на протяжении которого изнашивание инструмента
идет сравнительно медленно, а характеристика изнашивания во времени близка к прямой линии. Второй период называют нормальным изнашиванием инструмента. Наконец, наступает момент, когда инструмент начинает изнашиваться весьма интенсивно и выкрашивается. Третий период называют периодом затупления и катастрофического изнашивания инструмента.
При обработке заготовок больших размеров изнашивание инструмента приводит к погрешностям формы обрабатываемых поверхностей.
При изготовлении партии сравнительно небольших деталей размерный износ режущего инструмента сопровождается смещением центра группирования М(х) выдерживаемых размеров. При этом при получении охватывающих поверхностей смещение М(х) подчинено той же закономерности, что и протекание размерного износа. Так, при изнашивании инструмента, характеризуемом графиком на рис. 7.31, б, точечная диаграмма получаемого размера d шейки вала будет иметь вид, показанный на рис. 7.31, в.
Точечная диаграмма, приведенная на рис. 7.31, в, показывает, что с изнашиванием инструмента на протяжении I и II периодов его работы значение
мгновенного поля ω td рассеяния размеров d практически не изменяется. При затуплении же резца следует не только интенсивное смещение центра
группирования М(х) d но и увеличение значения ω td. Причина этого явления легко объяснима.

Рис. 7.31. Закономерность размерного износа инструмента и характер его проявления на точечной диаграмме
При обработке заготовок острым и затупившимся инструментом будут различными значения силы резания. В формулах, определяющих силы резания, степень затупления инструмента учитывают коэффициентом k3. Например, составляющая силы резания
Р у = СРy t xPy S yPy vnPy kM k 3
С затуплением режущего инструмента увеличатся поле рассеяния и среднее значение силы резания, а это, при данной жесткости технологической
системы, приведет к увеличению поля ωу рассеяния и среднего значения y упругих перемещений.

Влияние же размерного износа на точность и производительность процесса обработки следует уменьшать следующими практическими мерами:
повышение качества материала, используемого для изготовления инструмента;
повышение качества изготовления и доводки инструмента; рациональный выбор режимов обработки; стабилизация сил резания;
сокращение вибраций в технологической системе; правильный подбор и применение смазочно-охлаждающих жидкостей;
своевременная компенсация размерного износа инструмента поднастройкой технологической системы;
применение автоматических подналадчиков; своевременная смена инструмента для его перетачивания; применение устройств диагностики состояния инструмента.
Тепловые деформации технологической системы. В процессеобработки заготовок звенья технологической системы находятся под непрерывным воздействием различных источников теплоты. Основными источниками теплоты являются механическая работа, затрачиваемая на резание, и работа по преодолению сил трения движущимися деталями станка. К этому добавляется теплота, создаваемая работой электрических и гидравлических систем станка, теплота, сообщаемая внешней средой. Неодинаково нагретыми могут быть заготовки, поступающие на обработку.
Нагрев деталей станка происходит в результате работы его механизмов, гидропроводов и электроустройств. Теплота станку сообщается также смазочно-охлаждающей жидкостью, нагревательными устройствами, находящимися вблизи станка, воздухом в цехе. В наибольшей степени в станке нагревается шпиндельная бабка. Температура ее корпуса в различных точках может доходить до 30–70 "С, а шпинделя и валов – до 40–100 ºС. Меньше нагревается станина. Тем не менее разность температур различных ее частей может составлять 10 °С и больше.
Тепловые деформации станка и инструмента протекают в пространстве и приводят к отклонениям относительного положения заготовки и инструмента, приданного им в процессе настройки технологической системы. Относительные перемещения инструмента и технологических баз заготовки служат причиной непрерывного изменения значений текущего размера (размера детали, получаемого в данный момент времени). А это отражается на всех геометрических показателях точности детали: форме, относительном повороте, расстоянии и размере получаемой поверхности.
Обычно заготовки обрабатывают с какими-то перерывами в работе станка, вызываемыми, например, необходимостью замены заготовок. На рис. 7.32 приведен график, показывающий тепловые деформации токарного резца, происходящие во время обработки заготовок и остановок станка для их замены. Ритмичные изменения теплового состояния резца и его вылета влекут за собой отклонения формы обработанной поверхности детали.
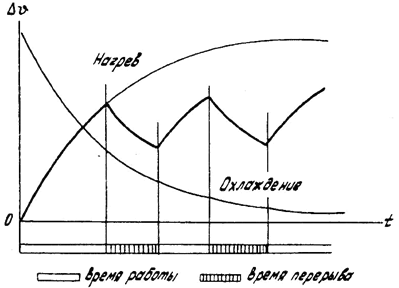
Рис. 7.32. Тепловые деформации резца υ при работе с перерывами
Часть теплоты, выделяющейся в зоне резания, передается в заготовку. В зависимости от способа и режимов обработки отвод теплоты в заготовку может быть различным. Например, при токарной обработке он может составлять до 10 % в общем тепловом балансе, а при сверлении доходить до 55 %. Следовательно, в процессе обработки заготовка может значительно нагреваться и деформироваться.
На рис. 6.76 показано тепловое поле цилиндрической поверхности заготовки, создаваемое вдоль ее оси резцом, обрабатывающим заготовку по винтовой линии. Впереди источника теплоты в поверхностных слоях заготовки движется опережающая волна тепла. При подходе резца к концу заготовки ее нагрев существенно возрастет. Объясняется это тем, что на границе двух сред (металл – воздух) ухудшается теплопроводность среды и теряет свою скорость теплоотдача. Материал заготовки при этом нагревается и расширяется сильнее, и с заготовки удаляется больший слой материала. Вместе с изменениями температуры заготовки на различных ее участках изменяется нагрев резца и его вылет. В результате после обработки и охлаждения заготовки ее поверхность приобретает форму, показанную на рис. 7.33.
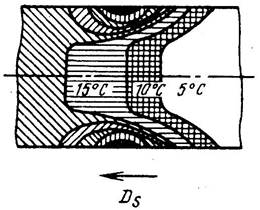
Рис. 7.33. Тепловое поле, движущееся впереди источника теплоты в поверхностных условиях заготовки.

Рис. 7.34. Искажение формы поверхности детали под воздействием теплового поля:
I – участок,образовавшийся при нарастающем нагреве заготовки и резца в начале обработки; II – участок,возникший при установившемся тепловом поле; III –участок при ухудшенииотвода теплоты в конце обработки
В обеспечении требуемой точности деталей тепловые деформации технологической системы и собственно заготовок приобретают особую значимость на отделочных операциях, где колебания припусков, а, следовательно, сил резания и упругих перемещений оказываются незначительными. Роль тепловых деформаций становится первостепенной и требуются особые меры по снижению ее. Основными мероприятиями по уменьшению тепловых деформаций являются следующие:
применение искусственного охлаждения режущего инструмента и заготовки; поддержание колебаний температуры воздуха в цехе в узких пределах, создание термоконстантных цехов;
введение в конструкцию станков дополнительных устройств, стабилизирующих температуру станин, стоек и корпусных деталей;
прогревание станков на холостом ходу до начала работы;
сокращение перерывов в работе технологической системы до минимума; настройка технологической системы на рабочий настроечный размер, учитывающий смещения М(х) из-за тепловых деформаций технологической
системы и усадки деталей по их остывании; встраивание в станки автоматических подналадчиков технологических
систем; увеличение скорости резания, благодаря чему доля теплоты, отводимой
в стружку, становится большей; шлифование заготовок кругами большего диаметра;
установка перед ответственными операциями термостатических устройств, выравнивающих температуру заготовок, поступающих на обработку;
чередование операций в технологическом процессе с большим и меньшим нагревом заготовок;
применение транспортных средств, обеспечивающих соблюдение очередности в прохождении заготовками операций технологического процесса.
Поиск по сайту: